SFIDA
Ottimizzazione della produzione in ambienti in cui le attrezzature si trovano in una zona ATEX.
SOLUZIONE
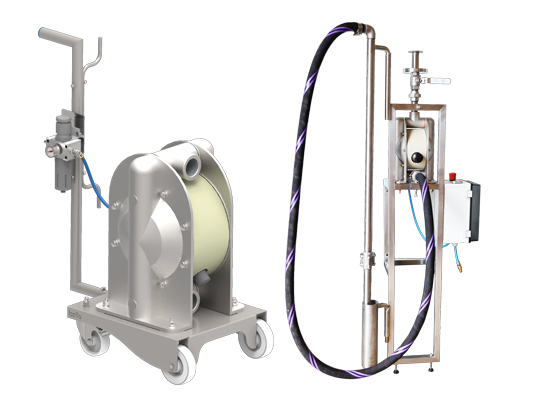
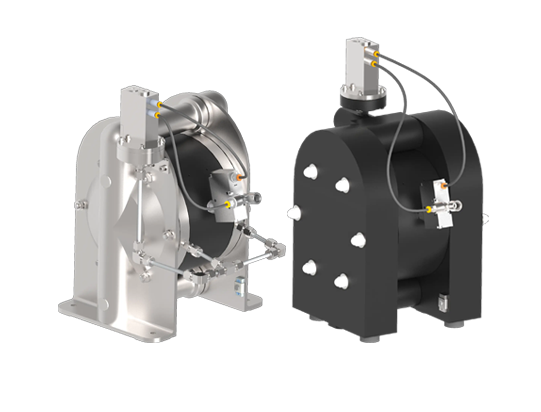
Installazione di pompe AODD.
Alcol o alcol etilico, etanolo, spirito è un nome popolare per un composto organico del gruppo degli alcoli. Si presenta come un liquido incolore con un odore gradevole. L’alcol viene prodotto principalmente da materie prime amidacee e zuccherine nel processo di fermentazione con la partecipazione di lieviti. Viene utilizzato come solvente e agente di estrazione per la disinfezione, la conservazione e la produzione di bevande alcoliche. Serve come materia prima per la produzione di un’ampia gamma di prodotti chimici. Le sfide affrontate dai fornitori di attrezzature nella scelta delle attrezzature sono legate alla zona ATEX in cui si trova la maggior parte delle attrezzature, e alle proprietà fisiche e chimiche del prodotto (leggera volatilità e infiammabilità, potenziali problemi con le tenute meccaniche), nonché ai problemi di abrasione durante il trasporto della miscela iniziale (grano + acqua e acido).
Tutti i problemi elencati sono stati riscontrati nel progetto di ricollocazione e modernizzazione dello stabilimento di alcol etilico prodotto dal mais. Lo stabilimento disponeva di attrezzature obsolete, basate principalmente su pompe a vite nella fase iniziale di produzione e pompe centrifughe nel settore della distillazione. L’idea del motorista dello stabilimento era di sostituire le pompe con pompe dello stesso tipo (riacquisto di pompe centrifughe). Durante la visita in loco, lo specialista Tapflo si è reso conto che nella maggior parte delle posizioni non erano richiesti flussi e pressioni elevate. Di conseguenza, è stata proposta l’installazione di pompe a membrana ad aria, una soluzione più ergonomica e tecnicamente corretta.
Il cliente si è fidato di Tapflo come produttore di pompe affidabile e ha accettato di equipaggiare la produzione con pompe AODD. Grazie al cambio di tipo di pompa, il cliente ha beneficiato in molti modi. I principali sono:
![]() Interruzione di corrente durante il funzionamento della pompa nella zona ATEX. Meno probabilità di esplosione.
Interruzione di corrente durante il funzionamento della pompa nella zona ATEX. Meno probabilità di esplosione.
![]() Tenuta della pompa. A differenza delle pompe centrifughe, le pompe a membrana non hanno parti rotanti, quindi la tenuta della pompa è più semplice e duratura.
Tenuta della pompa. A differenza delle pompe centrifughe, le pompe a membrana non hanno parti rotanti, quindi la tenuta della pompa è più semplice e duratura.
![]() Capacità di funzionamento a secco. La fabbrica stessa non è tecnologicamente avanzata e la produzione dipende fortemente dall’operatore. Quando si utilizzano pompe a membrana, l’operatore ha un certo margine di sicurezza durante il quale la pompa può funzionare a secco senza danni, cosa non possibile con le pompe centrifughe.
Capacità di funzionamento a secco. La fabbrica stessa non è tecnologicamente avanzata e la produzione dipende fortemente dall’operatore. Quando si utilizzano pompe a membrana, l’operatore ha un certo margine di sicurezza durante il quale la pompa può funzionare a secco senza danni, cosa non possibile con le pompe centrifughe.
![]() Regolazione semplice delle prestazioni della pompa. Può essere eseguita in loco utilizzando una valvola a spillo, senza la necessità di costosi regolatori di frequenza.
Regolazione semplice delle prestazioni della pompa. Può essere eseguita in loco utilizzando una valvola a spillo, senza la necessità di costosi regolatori di frequenza.
![]() Materiale/prezzo della pompa. Le pompe per la maggior parte delle applicazioni sono realizzate in alluminio, il che riduce significativamente il prezzo di acquisto e l’investimento si ripaga più velocemente.
Materiale/prezzo della pompa. Le pompe per la maggior parte delle applicazioni sono realizzate in alluminio, il che riduce significativamente il prezzo di acquisto e l’investimento si ripaga più velocemente.
![]() Capacità di scambio pompe. In accordo con il cliente, le dimensioni delle pompe sono state selezionate in modo tale che, se necessario (guasto improvviso, ecc.), potessero essere facilmente sostituite con una pompa di un’altra stazione, e il processo sarebbe proseguito senza interruzioni.
Capacità di scambio pompe. In accordo con il cliente, le dimensioni delle pompe sono state selezionate in modo tale che, se necessario (guasto improvviso, ecc.), potessero essere facilmente sostituite con una pompa di un’altra stazione, e il processo sarebbe proseguito senza interruzioni.
![]() Manutenzione facile.
Manutenzione facile.
Le pompe sono state installate e messe in servizio nel 2016. Da allora, funzionano 24 ore su 24, poiché l’impianto opera su 3 turni, senza interruzioni. Dopo un mese, sono comparsi problemi in una stazione dove la pompa trasportava alcol caldo dalla colonna di distillazione. Il servizio Tapflo ha aperto la pompa e ha riscontrato un’usura inaspettata sul collettore di aspirazione e mandata, e una certa usura era visibile sulle camere di lavoro/corpo pompa. Questi danni erano correlati alla temperatura dell’alcol, ovvero all’effetto dell’alcol caldo sull’alluminio di cui era fatto il corpo pompa. In questa situazione, Tapflo ha sostituito la pompa con una in acciaio inossidabile AISI 316. Dalla sostituzione, non ci sono stati ulteriori problemi in questa stazione.
Nella seconda fase della modernizzazione della fabbrica, i motoristi Tapflo hanno affrontato la sfida di trasportare una miscela di mais tritato, acqua e acido solforico. Il liquido stesso era problematico sotto molti aspetti, i pezzi di mais gli conferivano proprietà abrasive e, d’altra parte, il contenuto di acido era la causa dell’aggressività chimica.


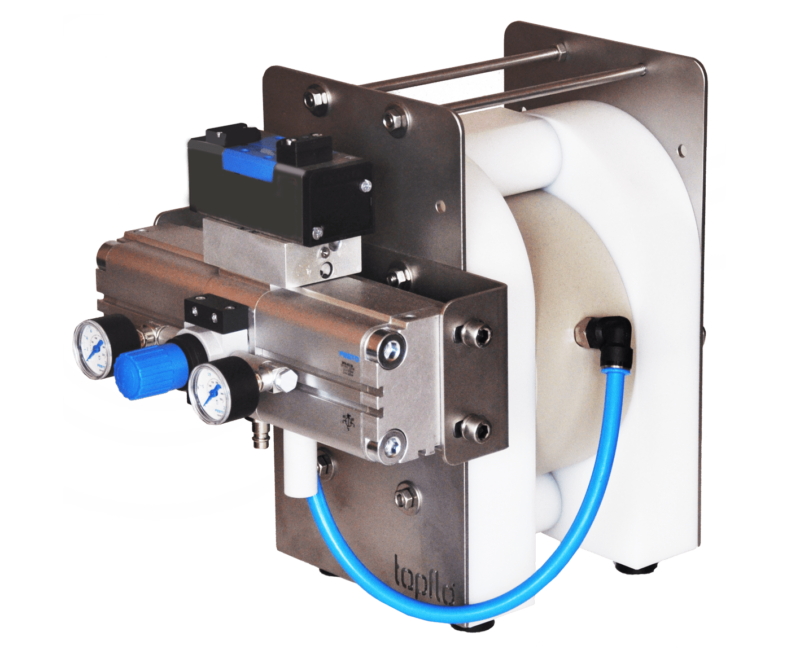
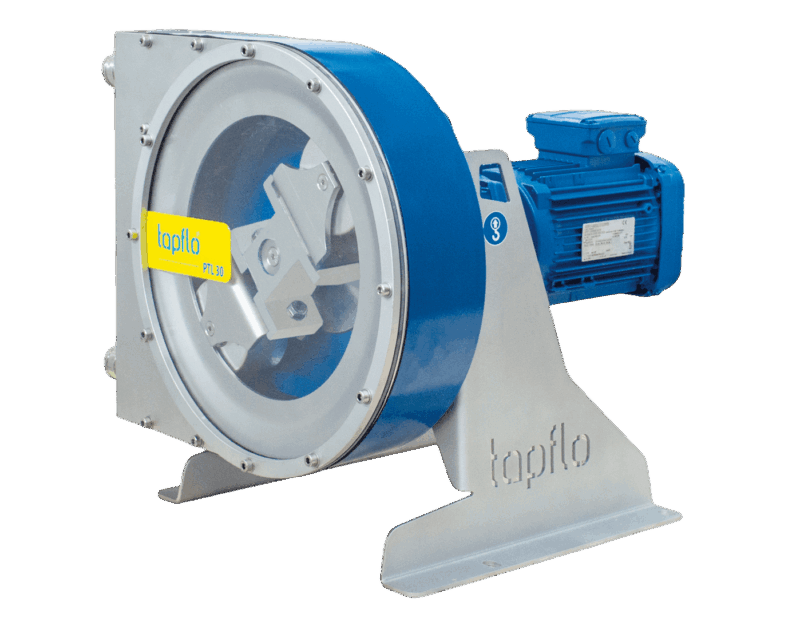
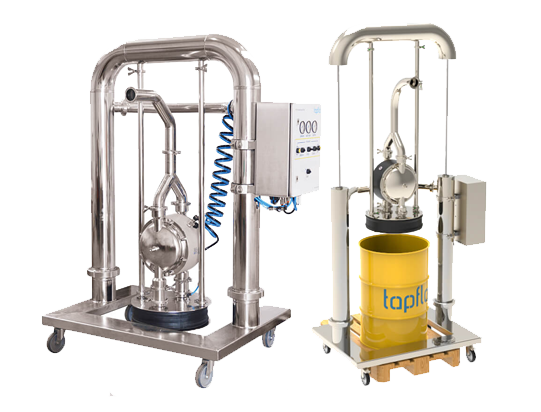
Le pompe a vite sono state installate in questa posizione molto tempo fa. Durante la produzione, l’operatore doveva spesso fermare la pompa a causa di danni allo statore, e c’era anche molto disordine intorno alla pompa perché la tenuta della pompa perdeva continuamente. Come soluzione, è stata utilizzata per un certo periodo una pompa a lobi rotanti, ma questa si è rivelata una soluzione sbagliata perché pezzi di mais passavano attraverso il rotore e disturbavano la geometria delle parti della pompa, causandone un forte usura e una riduzione dell’efficienza. Mentre cercavamo una soluzione a questo problema, abbiamo presentato al cliente i vantaggi di una pompa AODD. Tuttavia, questa soluzione ha sollevato sospetti perché il flusso pulsante prodotto dalla pompa AODD poteva causare letture errate del flussometro situato sulla linea di scarico, compromettendo così il processo. I nostri motoristi hanno risposto a questo suggerimento proponendo una serie TK di pompe AODD con un ammortizzatore di pulsazioni integrato.
Il cliente ha apprezzato la soluzione e ha ordinato le pompe consigliate. Sulla base dei dati di processo raccolti e dei problemi con le pompe esistenti, abbiamo selezionato attentamente i materiali (corpo in PE, membrana e valvole in EPDM). La pompa è stata installata e messa in servizio nel 2018 e, dopo 2 mesi di funzionamento, è stata aperta in via preventiva per ispezionare i componenti. Si è riscontrato che le parti della pompa erano entro le tolleranze di fabbrica, la pompa è stata rimontata e rimessa in funzione.