
Pepsico/Frito-Lay has been operating in Europe for over 80 years, producing and distributing a wide range of snacks and beverages that enjoy unwavering popularity among millions of people. At the Pepsico/Frito-Lay plant in Poland, where we carried out the following project, potato and corn snacks are produced from supplies from Polish farmers. The factory stands out with its advanced pro-ecological solutions, including a water and technological heat recovery system, a photovoltaic installation, its own wastewater treatment plant, and electric car charging points. Thanks to these technologies, the plant plans to achieve climate neutrality by 2035. The new factory is a model example of sustainable development and innovation in the food industry, while also being PepsiCo’s largest investment in Poland.
CLIENT’S PROBLEMS AND CHALLENGES
Our OEM partner (RF Mah Company) approached us requesting support in selecting pumps for pumping edible oils. Their client – FritoLay – was planning to implement a new edible oil dosing line needed for the proper functioning of the chips frying line. The challenge was the need to ensure high efficiency of the dosing system and resistance to cavitation, resulting from long suction sections between the frying line and the tanks. Due to these conditions, there was a risk of decreased efficiency, pump damage, and destabilization of the entire production process. The client was looking for a solution that would guarantee reliability, high dosing efficiency, and the lowest possible risk of failure.
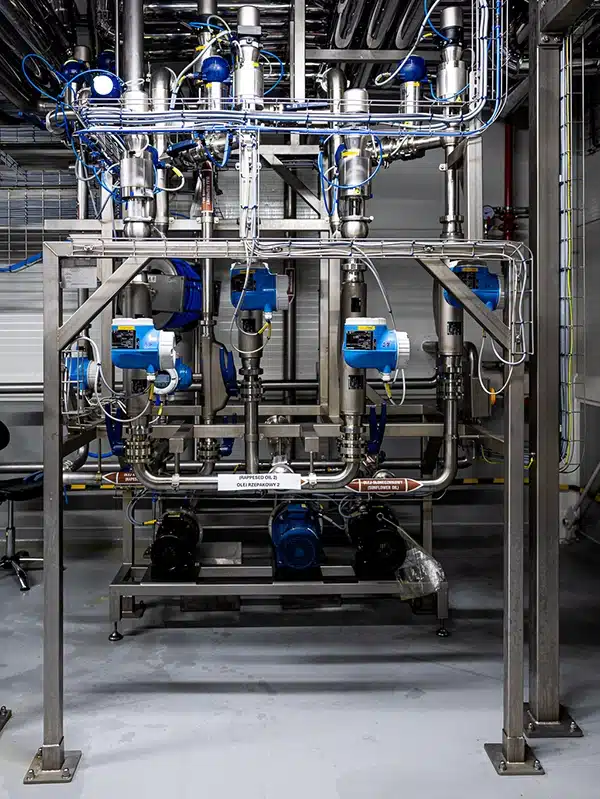
![]() pump for the installation (SKID) of dispensing cooking oil
pump for the installation (SKID) of dispensing cooking oil
![]() long suction sections between tanks
long suction sections between tanks
![]() pumping various edible oils
pumping various edible oils![]() high efficiency and cavitation resistance required
high efficiency and cavitation resistance required
TAPFLO ACTIVITIES

Tapflo CTX centrifugal pumps for edible oil in a dosing system.
Our OEM partner responsible for designing the automatic oil dosing and transport system, initially suggested selecting the proven Tapflo CT centrifugal pumps, which had been used in previous joint projects. However, due to higher performance requirements and the desire to simplify the system by using a single series of pumps, it was decided to choose pumps from the CTX series.
We conducted a detailed analysis of process parameters, taking into account the lengths and diameters of suction sections and the properties of the oils used in the process, which allowed for the optimal selection of equipment. We selected 15 pumps for the installation, which ensure high efficiency and reliability.
Well-chosen CTX centrifugal pumps have several important advantages that make them an ideal solution in demanding applications. They are pumps with high efficiency that provide excellent cavitation resistance. Paying attention to this aspect was necessary due to the extremely long suction sections, which could increase the risk of this unfavorable phenomenon. Thanks to the appropriate design and advanced hydraulic parameters, CTX series pumps effectively eliminate this problem, which translates into stability and reliability of the entire dosing process. The solid stainless steel construction of CTX pumps and high-quality materials make CTX series centrifugal pumps are characterized by high durability and corrosion resistance, which translates into their longevity in harsh industrial conditions. They are also easy to maintain and clean, which enables convenient operation.
APPLIED DEVICES:
 |
| Centrifugal pumps Tapflo CTX-I |
RESULT
Tapflo CTX centrifugal pumps, used in the edible oil dosing line, ensure efficient and precise dosing of the medium.
During the selection of equipment, the key criteria were their high efficiency and reliability, with particular emphasis on resistance to cavitation. The system operates smoothly, ensuring high efficiency and continuity of the installation’s operation. The client gained a fully optimized edible oil dispensing line that continuously delivers precise oil portions, meeting performance and reliability requirements.



CUSTOMER REVIEW
RF MAH is pleased to provide a reference for the company. Tapflo , with whom we have a long-standing partnership.
Recently, we had the opportunity to jointly implement a project in the field of selecting pumps for pumping edible oils. We are extremely satisfied with the quality of services provided by Tapflo. The company demonstrated extensive technical knowledge in the selection of pumps operating in a difficult environment, which contributed to improving the efficiency of the system, and thus the success of our project.
Tapflo stands out with its individual approach to the client, timeliness and support at every stage of implementation. Their professionalism and commitment are invaluable, and cooperation is always smooth and efficient.
We wholeheartedly recommend the company Tapflo as a reliable and competent business partner.
Michał Kowalski
Chief Executive Officer of RF MAH
Tomasz Pięciak
Director of the Project Department
Looking for a pump for food applications? Are you a machine manufacturer? Explore our product portfolio

















































