

Grupa Crebonit to uznany na arenie międzynarodowej, wiodący producent wysokiej klasy farb oraz systemów powłokowych, przeznaczonych do profesjonalnej ochrony towarów przemysłowych, infrastruktury i pojazdów. Portfolio firmy obejmuje szerokie spektrum rozwiązań – od zabezpieczeń klasycznych konstrukcji stalowych i mostów, przez tunele i silniki gazowe, aż po elementy wykonane z tworzyw sztucznych. Dzięki zaawansowanej technologii, produkty Crebonit skutecznie chronią ręcznie wykonane struktury przed niszczącym działaniem sił natury oraz agresywnymi wpływami czynników zewnętrznych. Jako ekspert w wielu podsektorach przemysłu, grupa ta stawia na bezkompromisową jakość i trwałość swoich rozwiązań, co wymaga precyzji na każdym etapie łańcucha produkcyjnego.
PROBLEMY I WYZWANIA KLIENTA
Grupa Crebonit od lat opiera swoją wydajność na rozwiązaniach dostarczanych przez Tapflo, korzystając wcześniej z pomp membranowych T100, z których eksploatacji są bardzo zadowoleni.
Kolejnym etapem naszej współpracy była modernizacja pomp w linii konfekcjonowania farb do pojemników o różnych pojemnościach. Kluczowe wyzwanie polegało na zapewnieniu pełnej kompatybilności urządzeń pompujących z systemem wagowym oraz specjalistycznym przyłączem, co miało na celu wyeliminowanie strat produktowych. Największą trudność techniczną stanowiła charakterystyka tłoczonego medium, czyli farb z zawartością pigmentów o wysokiej ścieralności. Wymagało to zastosowania pompy o konstrukcji odpornej na intensywne wycieranie mechaniczne oraz agresywne działanie chemiczne rozpuszczalników, aby zachować ciągłość pracy bez konieczności częstego serwisowania.
![]() pompy do farb,
pompy do farb,![]() integracja urządzeń z systemem wagowym,
integracja urządzeń z systemem wagowym,
![]() mobilność i łatwość obsługi poprzez zastosowanie przyłączy typu Camlock,
mobilność i łatwość obsługi poprzez zastosowanie przyłączy typu Camlock,
DZIAŁANIA TAPFLO
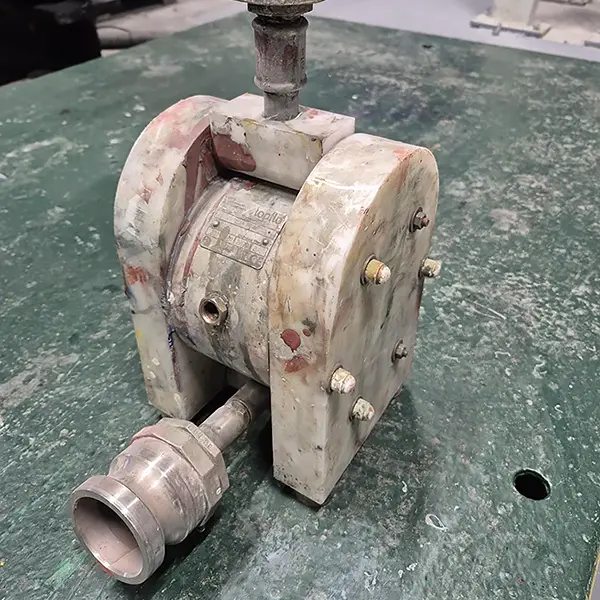
W odpowiedzi na te sprecyzowane potrzeby oraz bazując na dotychczasowym zaufaniu klienta do marki, zrealizowaliśmy wdrożenie dwóch pomp membranowych T50 PTT wykonanych z litego polietylenu.
Polietylen (PE) charakteryzuje się kilkukrotnie wyższą odpornością na ścieranie w porównaniu do standardowych tworzyw sztucznych, co czyni go idealnym wyborem do pracy z pigmentami. Pompa T50 PTT wyposażona jest także w membrany oraz kule zaworowe wykonane z PTFE. PTFE cechuje wysoka odporność chemiczna, dzięki czemu pompy wykonane z tego materiału mogą przenosić nawet najbardziej żrące substancje, a maksymalna temperatura pracy to 100 °C.
Aby znacząco podnieść ergonomię i umożliwić elastyczne zarządzanie urządzeniami, pompy zostały wyposażone w szybkozłącza typu Camlock. Rozwiązanie to pozwala pracownikom na błyskawiczne przełączanie urządzeń pomiędzy poszczególnymi zbiornikami procesowymi bez zbędnych przestojów.
Cały system został zaprojektowany tak, aby płynnie współpracować z układem wagowym, zapewniając precyzyjne odcięcie przepływu przy osiągnięciu zadanej masy.



Pompy membranowe Tapflo w zakładzie Crebonit Group
ZASTOSOWANE URZĄDZENIA:
 |
| Tworzywowa pompa membranowa Tapflo T50 PTT |
REZULTAT
Realizacja tego projektu umocniła długofalową relację z Grupą Crebonit, dostarczając rozwiązanie, które idealnie wpisuje się w wysokie standardy jakościowe klienta.
Dzięki zastosowaniu pomp T50 PTT oraz przyłączy Camlock, proces konfekcjonowania jest wydajny i mobilny, co pozwala na szybką reakcję na potrzeby linii produkcyjnej.
Klient potwierdził, że nowe urządzenia wykazują się taką samą niezawodnością, jaką charakteryzowały się wcześniej użytkowane modele Tapflo T100 PTT. Ostatecznie Grupa Crebonit zyskała system o wyjątkowej żywotności komponentów, który skutecznie radzi sobie z wymagającymi mediami ściernymi, gwarantując powtarzalność i bezpieczeństwo procesowe na najwyższym poziomie.
OPINIA KLIENTA
Z przyjemnością udzielamy rekomendacji firmie Tapflo Sp. z o.o., która od lat pozostaje naszym zaufanym partnerem w zakresie dostaw zaawansowanych systemów pompowych dla przemysłu produkcyjnego lakierniczego.
Jako producent wysokiej klasy systemów powłokowych, wymagamy od naszych urządzeń najwyższej odporności na media ścierne (pigmenty) oraz agresywne rozpuszczalniki. Fundamentem naszego zaufania do marki Tapflo stała sie wieloletnia eksploatacja pomp membranowych serii T100. Urządzenia przez lata pracowały w naszych najbardziej wymagających procesach, wykazując się wyjątkową niezawodnością oraz odpornością mechaniczną, co znacząco zminimalizowało koszty serwisowe i przestoje produkcyjne.
Pozytywne doświadczenia z modelem T100 stały sie bezpośrednim powodem decyzji o kontynuowaniu współpracy przy modernizacji linii konfekcjonowania farb.
Realizacja projektu potwierdziła najwyższy profesjonalizm zespołu Tapflo. Nowe urządzenia wykazują sie identyczną niezawodnością, jaka od lat oferował nam model T100, przy jednoczesnym wzroście ergonomii procesowej.
Z pełnym przekonaniem rekomendujemy firmę Tapflo jako dostawcę rozwiązań o bezkonkurencyjnej żywotności, idealnie dopasowanych do specyfiki ciężkiego przemysłu chemicznego.
mgr Aldin Turudic
Prezes Zarządu / CEO
Szukasz pompy do farb? Zapoznaj się z naszym portfolio produktowym dla branży chemicznej




























































