
The client is a producer of high-end alcoholic beverages operating in the distillery industry. The company specialises in premium spirits made from natural ingredients, including fruit-based macerates. Due to the nature of its operations, the customer requires solutions that meet strict hygienic standards and ensure safe performance in potentially explosive atmospheres.
CLIENT’S PROBLEM AND CHALLENGES
In the company’s production activities, fruit macerates are used as a base for alcoholic beverages. The process requires controlled handling of sensitive media to ensure consistent quality and avoid any unwanted impact on the product structure during circulation.
The client was looking for a solution that would enable the gentle transfer of macerate within the production system. Maintaining product integrity during pumping was a key requirement, as the macerates consist of fruits with different textures and sensitivities.
The required solution needed to ensure:
![]() low-pulsation and controlled flow
low-pulsation and controlled flow
![]() suitable for ATEX classified area
suitable for ATEX classified area
![]() food-grade materials, compliant with FDA and EC1935
food-grade materials, compliant with FDA and EC1935
TAPFLO ACTIVITIES
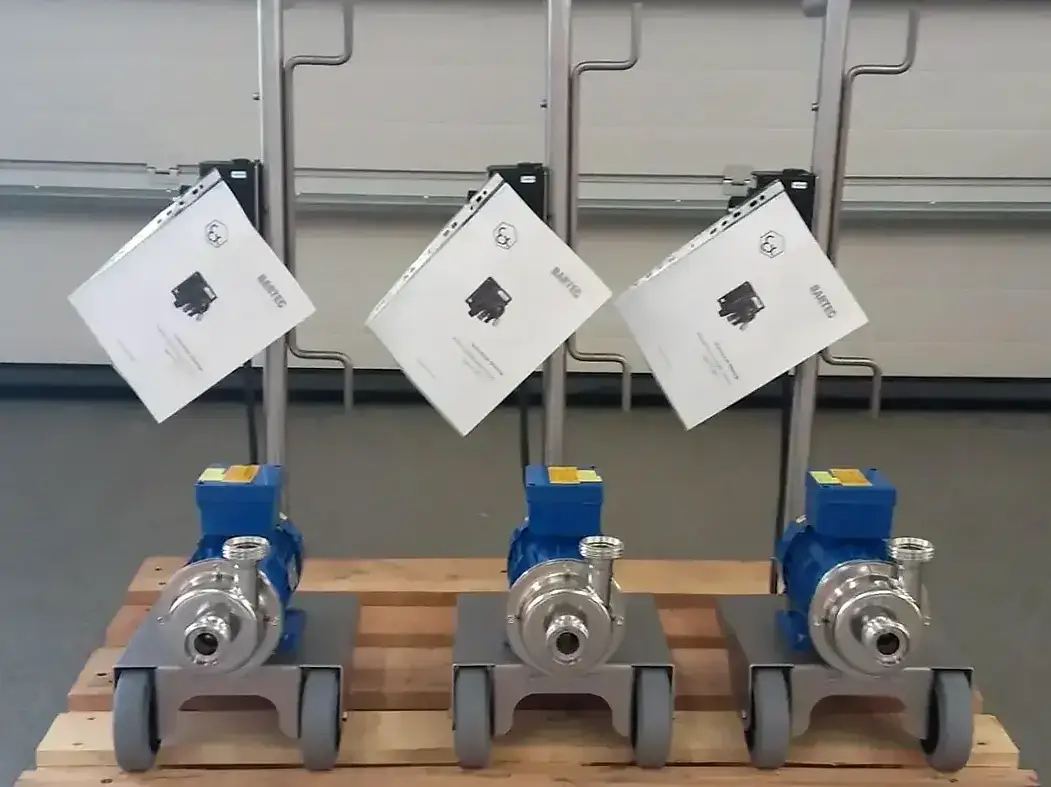
We analysed the process parameters and application requirements in detail. The team engaged in the project was the Tapflo Solutions department, specializing in designing non-standard solutions. In response to the client’s needs, we proposed a configuration based on a hygienic centrifugal pump placed on a trolley and a built-in ATEX-certified ON/OFF switch suitable for use in potentially explosive atmospheres. This setup allowed safe transfer of alcohol-containing products.
In this application, the liquid were fruit-based macerates of different types, therefore the desired solution was for gentle circulation and low flow rate pumping. For this reason a pump with a 4-pole motor was used, as centrifugal pumps provide smooth, low-pulsation flow, which is suitable for gentle product circulation.
This custom-designed solution is manufactured from FDA and EC1935-compliant materials, ensuring its suitability for applications involving alcohol-based products. The hygienic design supports easy cleaning and compliance with food industry standards.

RESULT
The implemented solution was based on the Tapflo CTH pump mounted on an S268X trolley. The system successfully met the client’s requirements for gentle handling and circulation of fruit-based macerates. The 4-pole motor delivered a stable, low-pulsation flow in operation, allowing the medium to pass through the pump without disruption and preserving the properties of the macerate.
Interested in a food-grade pumping solution? Check out our pump portfolio










































