
To develop production involves making changes. As production grows, new needs arise, such as the installation of a hygienic ATEX-rated diaphragm pump. That’s exactly what the Swedish distillery Stockholms Bränneri did when their production methods needed streamlining, and they contacted Tapflo.
CUSTOMER CHALLENGES
The process was initiated over two years ago when the company realized that it was no longer sustainable to move liquids using gravity and a pallet lifter between their stationary tanks – production had started to grow. A former employee with experience in brewing had positive experiences with Tapflo in other applications and initiated contact.
Marcus Böhme, Head of Production at Stockholms Bränneri, explains that the pump needed to meet specific requirements for functioning within the production environment, its design, and characteristics. Therefore, the pump was expected to be:
![]() Easy to clean
Easy to clean
![]() Easy to maintain
Easy to maintain
![]() ATEX-certified for use in potentially explosive atmospheres
ATEX-certified for use in potentially explosive atmospheres
![]() User-friendly
User-friendly
![]() Capable of pumping liquids with varying viscosities
Capable of pumping liquids with varying viscosities
![]() Equipped with a 1.5″ Tr-clamp connection coupling to match the other couplings in production
Equipped with a 1.5″ Tr-clamp connection coupling to match the other couplings in production
RESULT
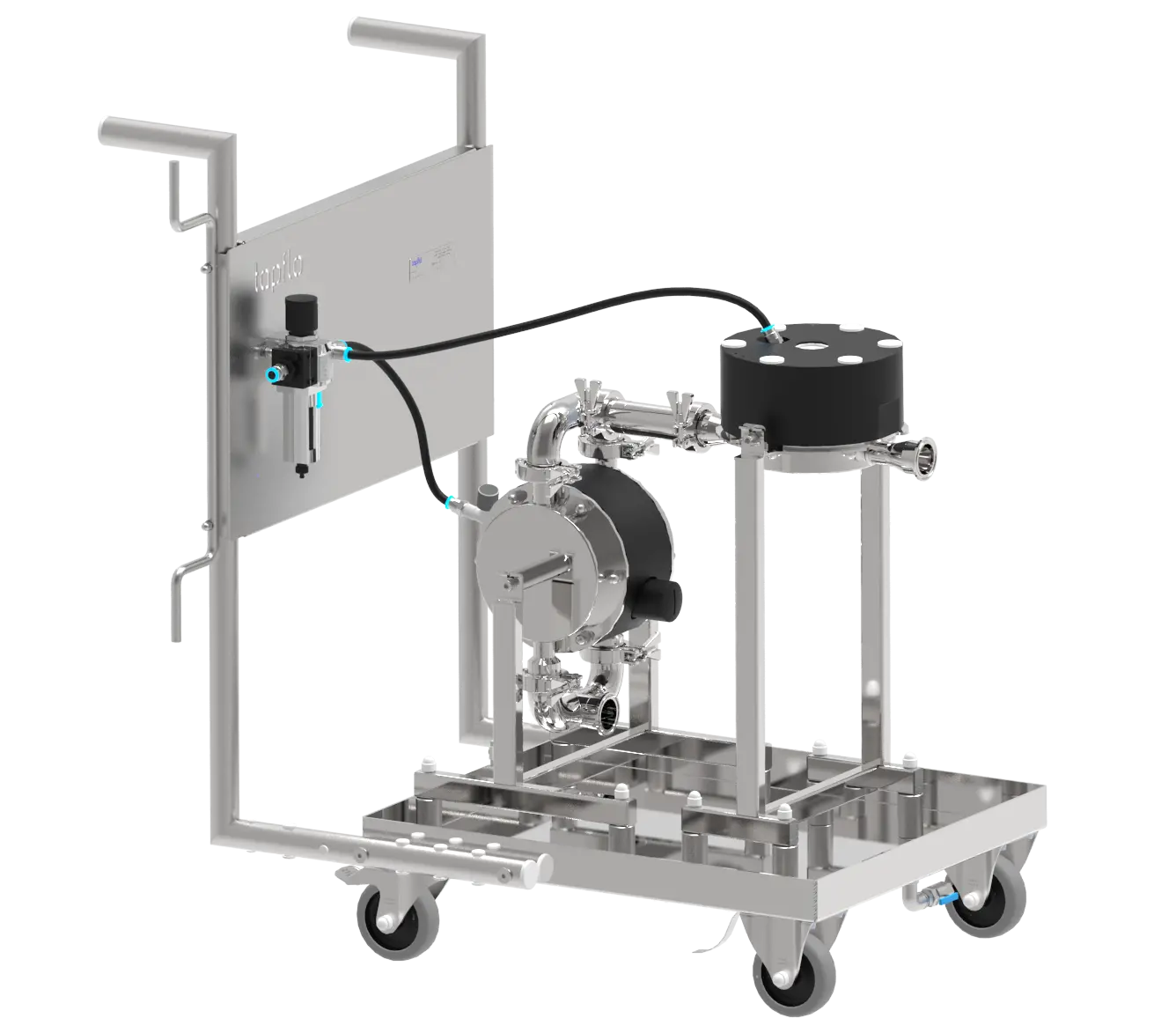
In agreement with Tapflo, the result was a T125 pump with a pulsation dampener, mounted on a trolley, fully addapted for use in potentially explosive atmospheres.
APPLIED DEVICES:
 |
| T125 aseptic pump |
Choosing a hygienic diaphragm pump in alcohol production contributes to high-quality production, provided it is used correctly. When selecting a pump for food production, it is essentail that the pump supports hygienic operation and helps reduce the risk of bacterial growth in the product, when properly cleaned. The pump’s characteristics can be crucial in meeting production requirements:
![]() The conductive center block allows dissipation of electrostatic charges when the pump is properly grounded.
The conductive center block allows dissipation of electrostatic charges when the pump is properly grounded.
![]() The tri-clamp design ensures quick and easy disassembly of the pump for the operator for regular maintenance.
The tri-clamp design ensures quick and easy disassembly of the pump for the operator for regular maintenance.
![]() The smooth surface reduces the risk of product residues adhering and facilitates cleaning.
The smooth surface reduces the risk of product residues adhering and facilitates cleaning.
![]() It is suitable for multiple stages of the production process.
It is suitable for multiple stages of the production process.
![]() The pump is certified according to FDA and EC1935/2004 regulations.
The pump is certified according to FDA and EC1935/2004 regulations.
To further enhance production, a pulsation dampener can smooth out pressure peaks, reduce pipe vibrations, and minimize noise, thereby creating a more pleasant working environment. Mounting the pump on a trolley makes it flexible and suitable for various purposes within the process.
CUSTOMER REVIEW
Marcus says that the pump is used to transfer various types of liquids every day. Some of the applications at Stockholms Bränneri include transferring 96% organic ethanol (which requires careful handling due to its flammability and potential for electrostatic charge generation) from a storage tank to a distillation kettle, transferring finished products from a blending tank to a storage tank, and pumping fruit juice from an IBC tank.
“It does everything we have wanted it to do so far. It’s easy and quick to use, handle, and clean, allowing for seamless switching between different liquids,” says Marcus.
Since its inception in 2015, Stockholms Bränneri has been producing gin, aperitifs, aquavit, and pre-bottled cocktails, among others, all of which are compatible with Tapflo’s hygienic diaphragm pumps.
Looking for a hygienic diaphragm pumps or other flow solutions? Check out our product portfolio










































