






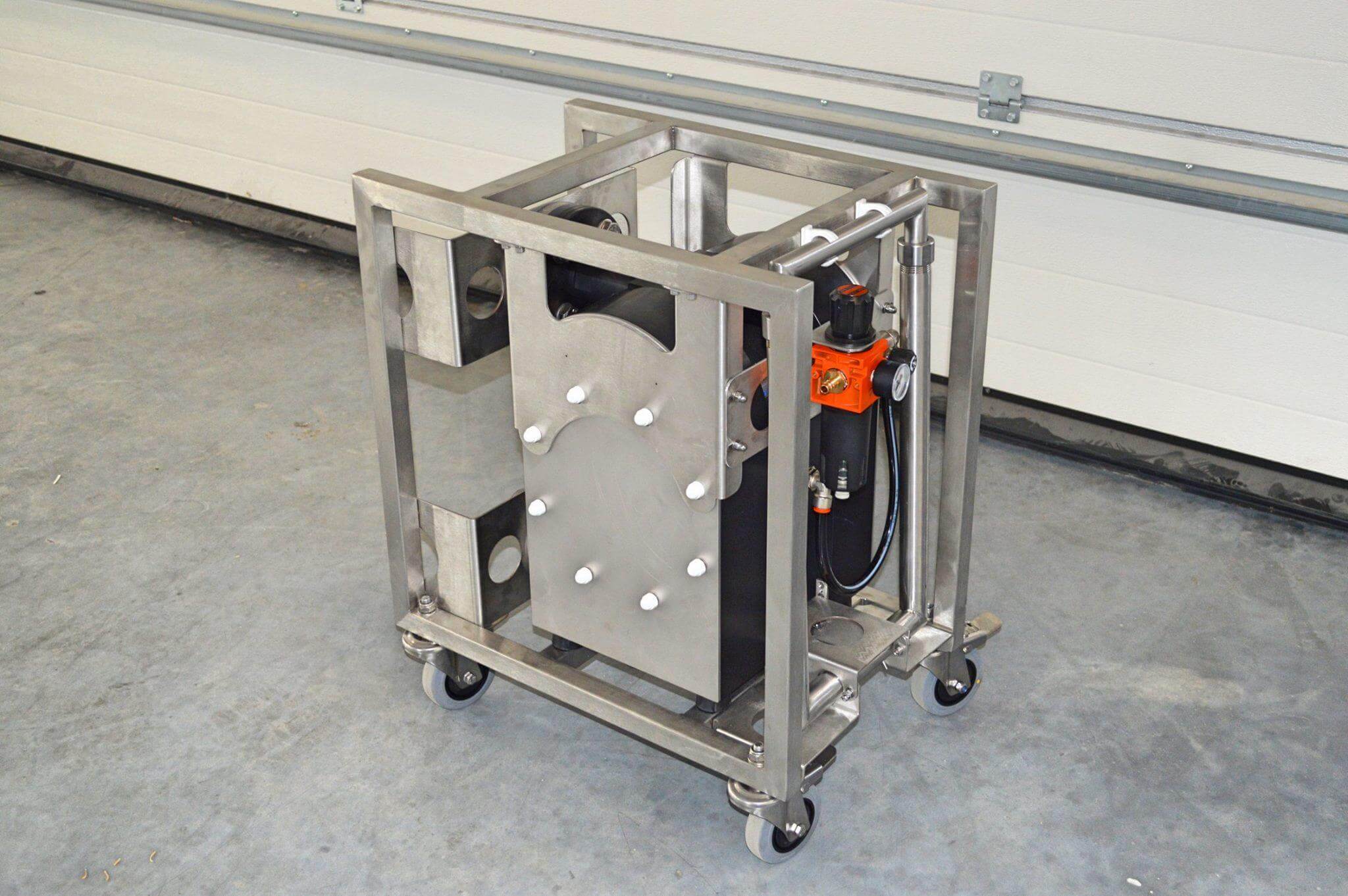
The trolley mounted Tapflo TX200 TTT-3DTL diaphragm pump is used for monochloroacetic acid transfer in emergency situations. It will be used by an internal fire department in a large chemical-producing plant.
The key features of the design are:
- mobility – the unit weighs only 110 kg (242.5 lbs).
- compactness – the unit is equipped with Camlock connections and air treatment system which does not protrude out of the frame.
- explosion proof – the unit can be used in ATEX Ex II 3G Ex IIB T4 zone.
- reinforced stainless steel construction that protects the pump from damage during the rescue operation.
Should you need similar solution or tailored to your specific needs please contact us at sales@tapflo.com or contact your local Tapflo dealer: httpss://tapflo.com/en/contact
Related materials |
|
Product page: |
|
Brochure: |
Next Case study
Metal Diaphragm Pump
for chemical industry
Metal Diaphragm Pump with Guardian system, pneumatic hose reel and grounding cable reel for the chemical manufacturing.